 vi
vi
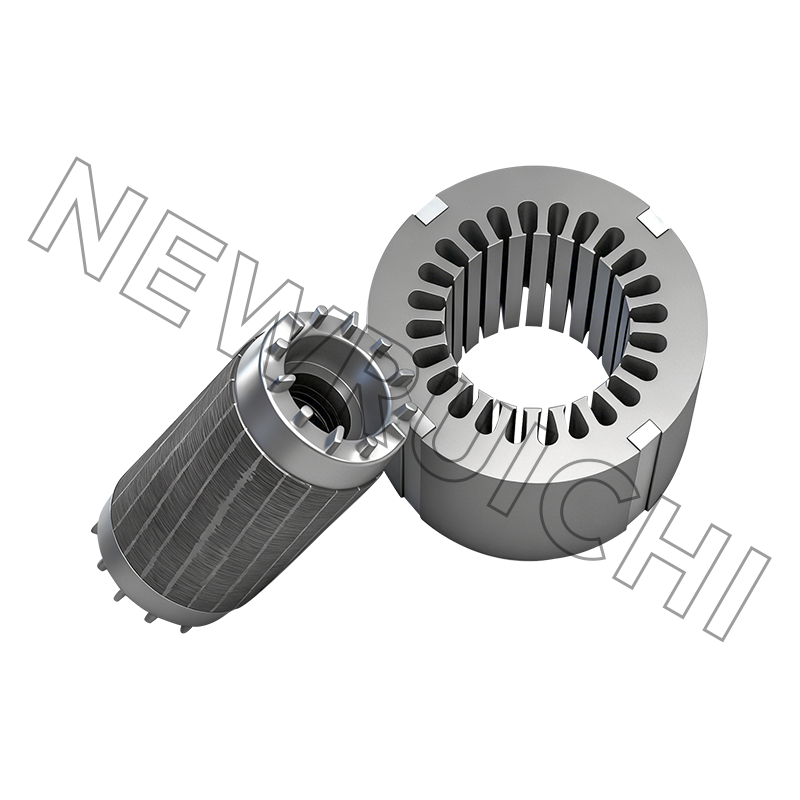
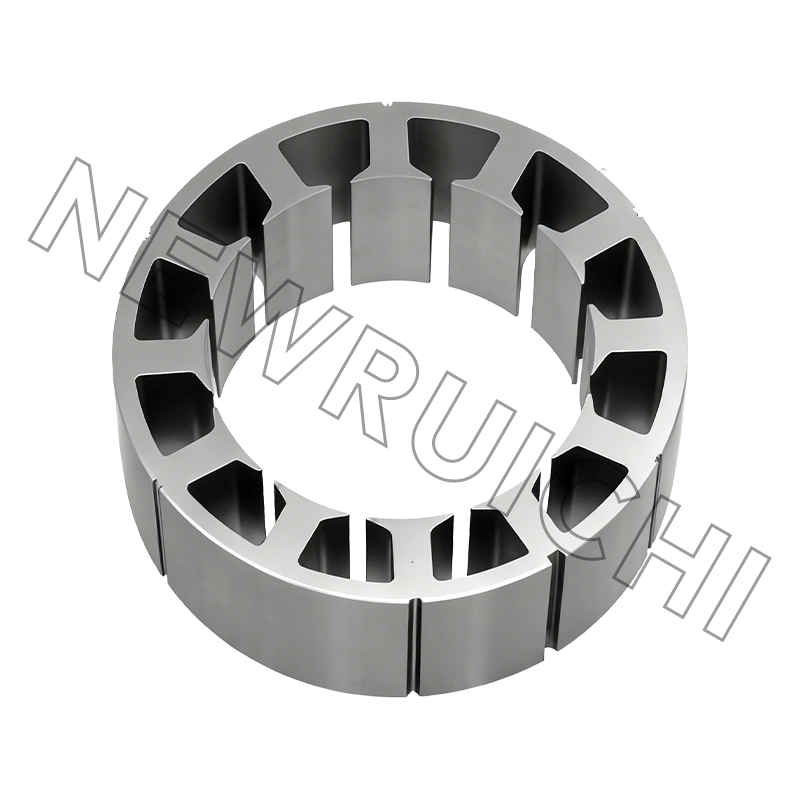
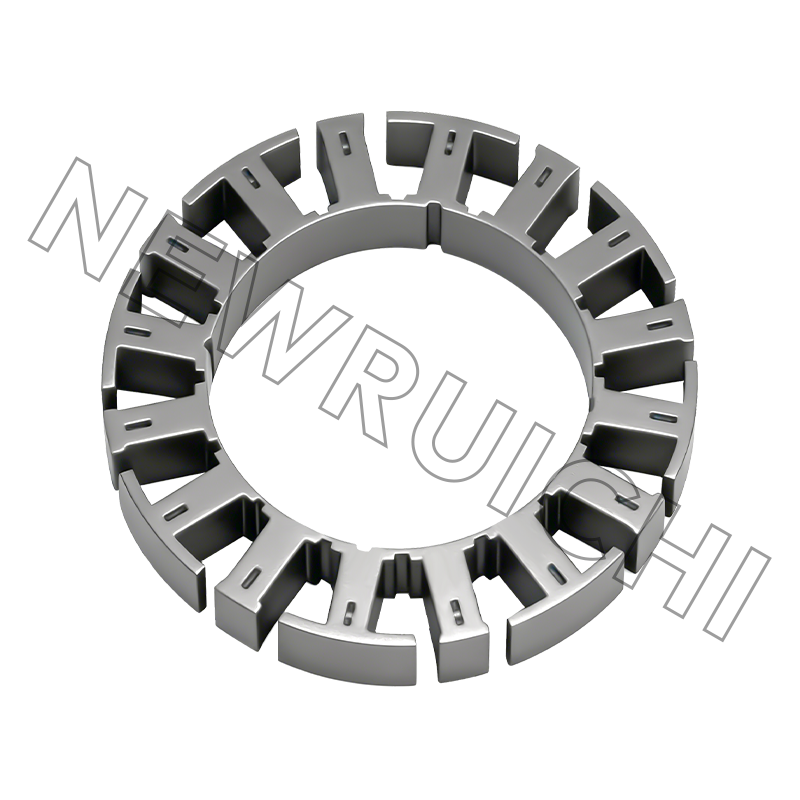
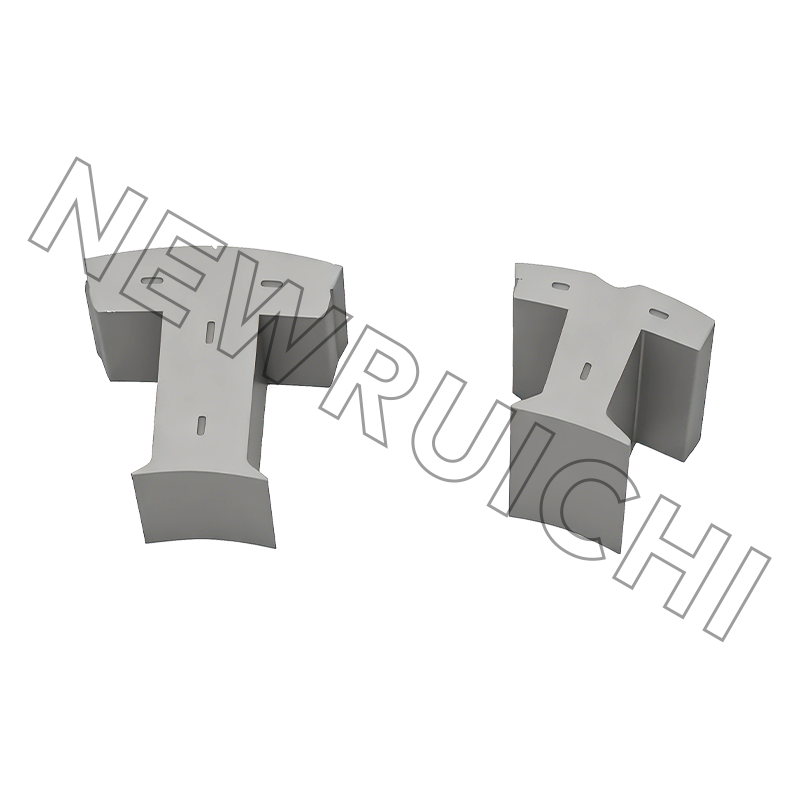
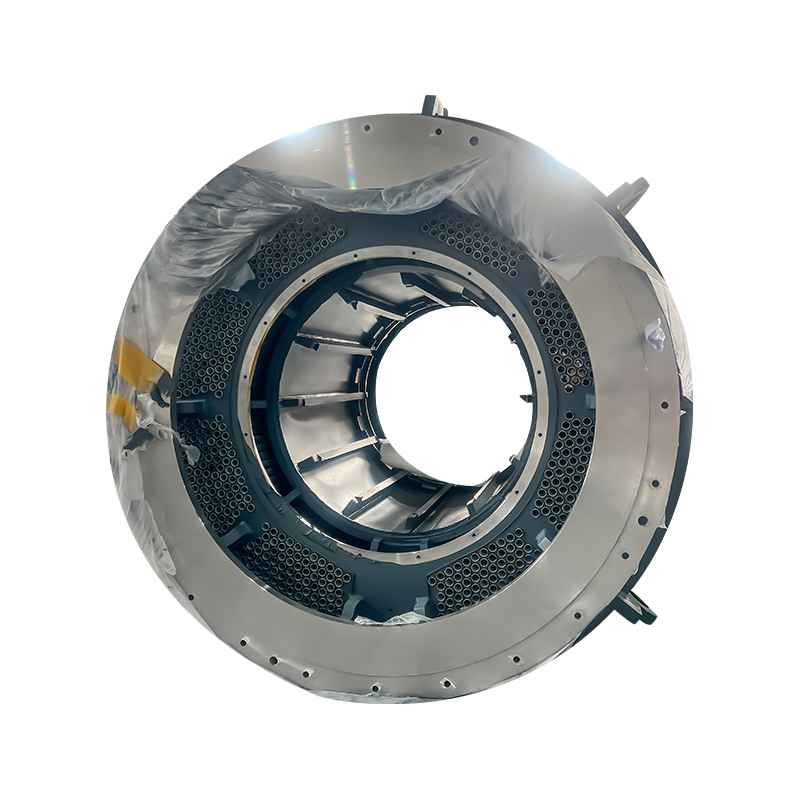
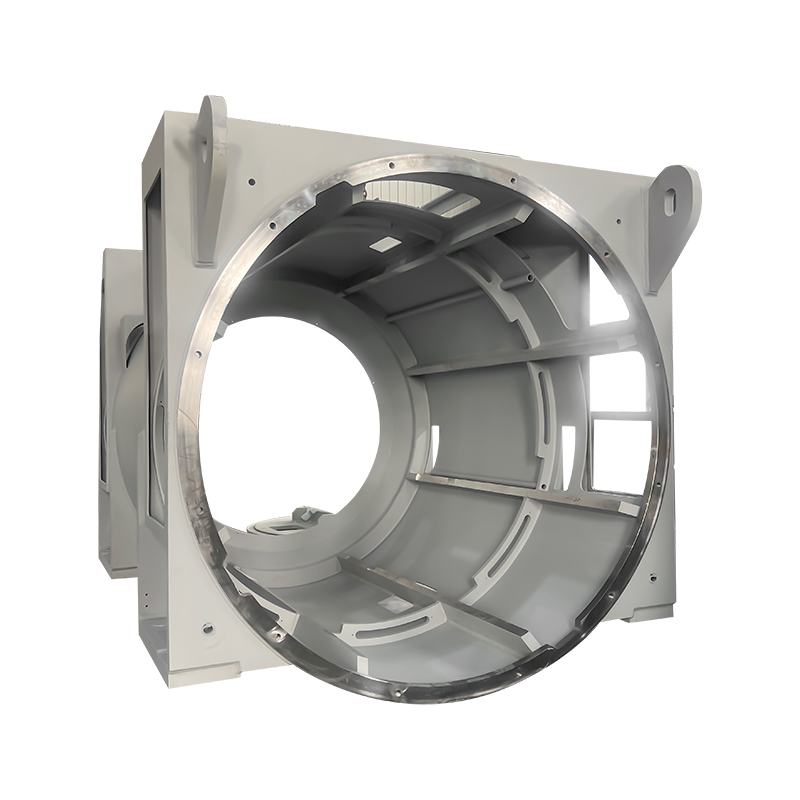
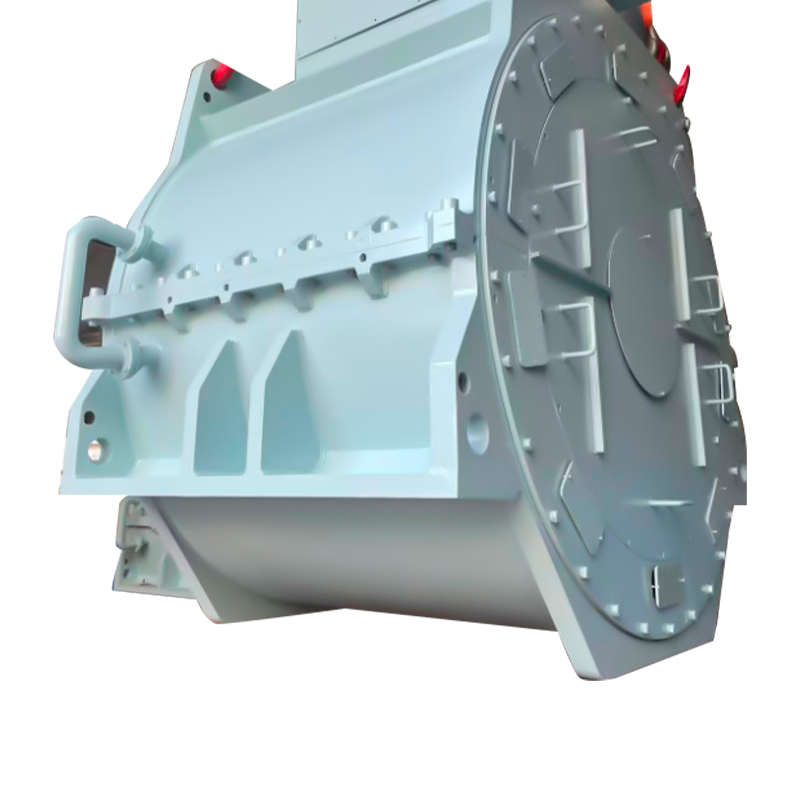
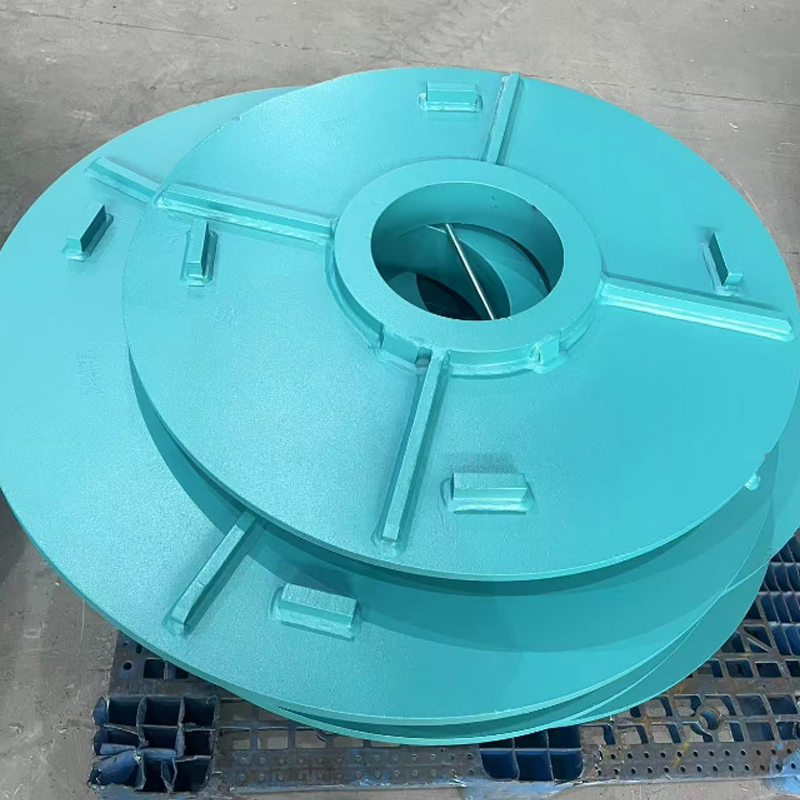
Cuộn dây & vật liệu thép silic: Hướng dẫn đầy đủ
Sản phẩm ruichi mới




Sản phẩm Cailiang


![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Điện thoại/Điện thoại:
+86-18861576796 +86-18261588866
Điện thoại/Điện thoại:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Bản quyền © Công ty TNHH Công nghệ Ruichi Mới Vô Tích / Công ty TNHH Máy móc Vô Tích Cailiang All rights reserved.
Nhà sản xuất lõi Stator và Rotor
